2026-08-04
腾飞铸钢知识篇:大型铸钢件机加工为什么容易变形?多 维度原因解析
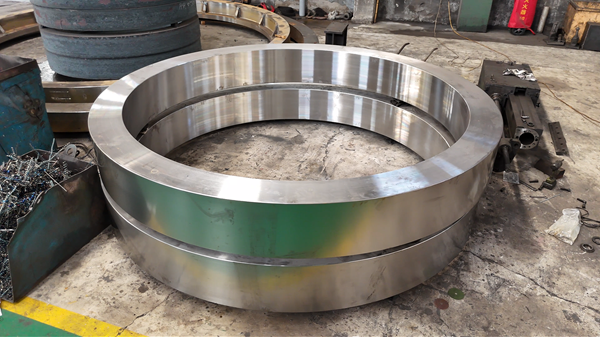
大型铸钢件在机加工过程中出现变形,是许多加工厂家在生产中经常遇到的实际问题。变形一旦发生,轻则尺寸精度超标、需要返工修正,重则整件报废,生产成本与交货周期双双承压。这类变形很少由单一因素引发,往往是铸造全流程中多种应力、结构与外部条件相互叠加的结果。铸造残余应力是需要关注的首要源头。大型铸钢件在凝固冷却阶段,厚壁区域与薄壁区域的降温速率和凝固顺序存在差异,厚壁处冷却缓慢,薄壁处降温较快,这种不均匀的温度场会在铸件内部积聚大量残余内应力。加工之前,这些应力处于相对平衡的状态,铸件外形尺寸保持稳定。一旦机加工开始,表层金属被逐层去除,原有的应力平衡被打破,内部残余应力在新的截面结构上重新分布,铸件的形变便随之发生。这一点在制定铸造工艺时就需要有所考量。热处理环节的影响同样不可低估。许多铸钢件厂家通过热处理来调整材料性能,但加热过程中铸件整体膨胀、基体强度明显下降,在自身重量的持续作用下,容易产生缓慢的热塑性变形。与此同时,铸件内部长期积聚的深层残余应力,在组织转变阶段集中释放,进一步加剧了不规则变形的风险。冷却条件与结构设计也经常成为变形的推手。冷却速度各区域差异过大时,壁厚突变处因收缩量不一致,会产生远超正常水平的局部应力,翘曲变形往往从这些薄弱部位开始。而铸件本身如果壁厚悬殊、结构复杂、加强筋布局不足,整体刚度便难以保证,抵抗变形的能力自然大打折扣。以T形梁铸钢件为例,两侧壁厚差异明显,加工后出现翘曲的情况相当普遍。这类设计问题,单靠加工环节很难弥补。模具工艺和机加工操作同样可能直接触发变形。模具温度控制不稳、模具刚性不足、浇注系统设置不合理,都会影响铸件内部组织的均匀性,降低其初始形状稳定性,给后续加工埋下隐患。到了机加工环节,若卡盘等夹具的夹紧力远超实际切削所需,铸件在装夹状态下便已发生弹性甚至轻微塑性变形,待加工完毕、夹具松开后,回弹导致的尺寸偏差往往直接超出公差范围。归结起来,大型铸钢件机加工变形,是铸造应力、热处理工艺、冷却条件、结构设计、模具精度与装夹操作多方面因素共同作用的结果。从产品设计、浇注成型、热处理调控,到切削装夹,每一个环节都可能成为变形的诱因。只有对铸钢件生产全流程实施系统性的精细化管控,才能有效将变形控制在可接受范围内,保障成品的精度与使用可靠性,降低废品率与返工成本。常见问题(FAQ)Q1:大型铸钢件进厂检验尺寸合格,为何上机床加工后就变了?A:进厂检验合格说明当时的外形尺寸处于标准范围之内,但内部残余应力依然存在,只不过处于相对平衡状态,外观上无法察觉。机加工逐层切除表层金属后,原有的应力平衡被打破,应力重新分布,尺寸随之发生变化。这种情况并非检验环节的疏漏,而是加工过程本身对应力状态的改变。若需规避,可在加工前增加时效处理工序,提前释放部分残余应力。Q2:变形发生后有哪些补救措施,还是只能做报废处理?A:补救方案需根据变形程度来定。尺寸偏差较小的情况下,可通过二次装夹、借料加工的方式修正,即重新分配加工余量,将偏位部分找补回来。变形较为严重时,一般先进行去应力退火,再做校正处理与补加工。但无论采取何种补救方式,成本与工时消耗都不低。因此,质量控制的重 心仍应放在前期的预防上,依靠后期修补始终是被动之策。Q3:哪些类型的大型铸钢件变形风险更高,接单时有无预判方法?A:壁厚差异显著、结构不对称、长径比大的铸件,变形风险较高。T形梁、长臂类、框架类铸件均属此类,加工后翘曲的概率较高。相对而言,壁厚分布均匀、结构对称的筒体或回转体类铸件,变形问题要少得多。接单时查看图纸,重 点关注壁厚变化幅度、是否存在偏载结构,便可大致判断风险等级。对于高风险铸件,工艺上应提前做好准备,如适当放大加工余量或优化装夹方案。建议在工艺评审阶段明确标注变形风险点,据此制定专项控制方案。
了解更多 >